+86 183 3953 1958
中文
Manual labor in factories is becoming increasingly difficult to justify on economic, ergonomic, and regulatory grounds. The cost of manual labor has risen steadily as wages increase, benefits costs grow, and regulatory requirements expand. The ergonomic risks of manual material handling—back injuries, repetitive strain injuries, and fatigue-related accidents—create workers' compensation costs, lost productivity, and regulatory exposure that add to the total cost of manual operations. And the competitive pressure to improve productivity, reduce errors, and increase throughput makes manual operations a liability in markets where competitors are mechanizing and automating. Reducing manual labor in factories is not a matter of eliminating jobs; it is a matter of reallocating human effort from tasks that machines can perform more efficiently, safely, and consistently to tasks that require human judgment, creativity, and problem-solving.
The first step in reducing manual labor is identifying which manual tasks are candidates for mechanization or automation. Not all manual tasks should be replaced; some tasks are too complex, too variable, or too low-volume to justify the investment in equipment. The analysis process should evaluate each manual task against criteria that include: task frequency—how often is the task performed, and what is the total labor hours per year?; task physical demand—does the task involve lifting, carrying, pushing, or pulling heavy loads that create ergonomic risk?; task consistency—does the task require the same motion, the same path, and the same timing every time, or does it vary significantly?; and task value—does the task add value to the product, or is it a non-value-added activity such as transport or material movement?
Tasks that are high-frequency, high-physical-demand, consistent, and non-value-added are the best candidates for mechanization. Material transport tasks—moving raw materials to production lines, moving work-in-process between stations, and moving finished goods to shipping—typically meet all of these criteria. These tasks are performed dozens or hundreds of times per day, involve moving heavy loads that create ergonomic risk, follow the same routes repeatedly, and add no value to the product. Electric transfer carts, conveyor systems, and automated guided vehicles are proven technologies for replacing manual material transport, and the economic justification for these technologies is typically strong when the analysis includes all cost components.
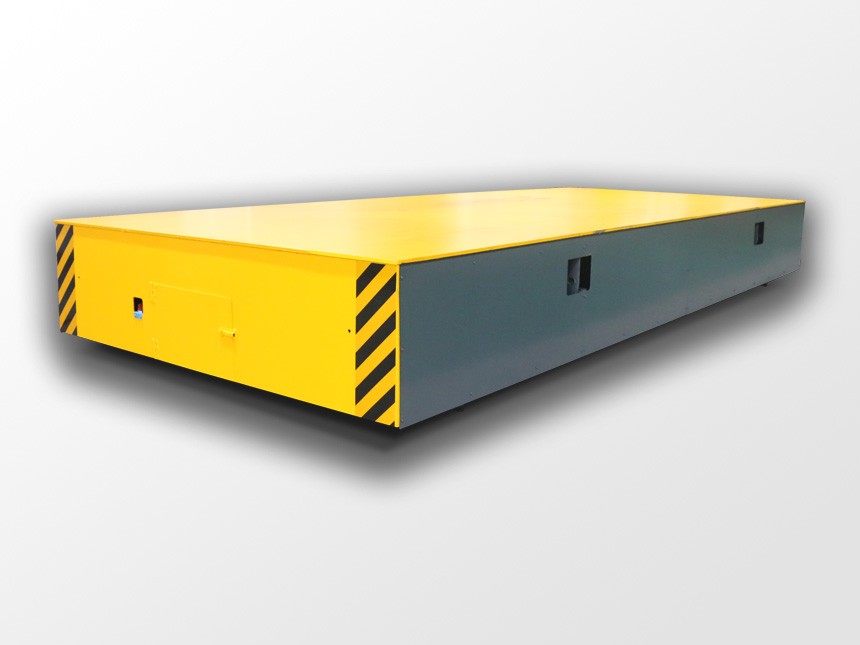
Electric transfer carts are a proven solution for replacing manual material transport in factories. These self-propelled, rail-guided or rail-less vehicles can transport loads ranging from a few hundred kilograms to several hundred tons, eliminating the need for workers to push carts, carry materials, or operate forklifts for routine transport tasks. The benefits of replacing manual transport with electric transfer carts include: elimination of ergonomic risk from pushing, pulling, and carrying heavy loads; reduction in transport time through consistent speed and direct routing; elimination of transport-related product damage from dropping, collision, or mishandling; and reduction in labor requirements for material transport, freeing workers for value-added tasks.
The implementation of electric transfer carts for manual transport replacement requires careful planning to ensure that the carts are matched to the application and that the transition from manual to mechanized transport is managed without disrupting production. The planning process should address: route definition—identifying the origin, destination, and path for each transport task; load specification—defining the weight, dimensions, and securing requirements for each load type; duty cycle—determining the frequency, timing, and priority of each transport task; and integration—ensuring that the cart operation is coordinated with production scheduling and that the cart interfaces correctly with loading and unloading equipment. A well-planned implementation produces immediate productivity improvement and ergonomic benefit with minimal disruption to ongoing operations.
While material transport is the most common application for mechanization, the scope of manual labor reduction extends to other factory operations. Automated storage and retrieval systems (AS/RS) eliminate the manual labor of storing and retrieving materials from warehouse racks. Robotic palletizing systems eliminate the manual labor of stacking finished goods on pallets. Automated guided vehicles (AGVs) and autonomous mobile robots (AMRs) extend the concept of electric transfer carts to fully automated transport that requires no operator intervention. And collaborative robots (cobots) can assist workers with assembly, packaging, and inspection tasks, reducing the physical demand of these operations without fully automating them.
The selection of automation technologies for manual labor replacement should be based on a comprehensive analysis of the task requirements, the technology capabilities, and the economic justification. Not every task is suitable for automation, and not every automation technology is suitable for every task. The analysis should consider: the technical feasibility of automating the task—can the technology perform the task with the required quality and reliability?; the economic feasibility—does the reduction in labor cost, quality cost, and safety cost justify the investment in automation?; and the operational feasibility—can the automation be implemented without disrupting production, and can the workforce be retrained for the new operational model? A technology that is technically feasible but economically or operationally infeasible should not be implemented.
Reducing manual labor through mechanization affects the workforce, and the management of this transition is critical to the success of the mechanization initiative. Workers who have performed manual tasks for years may view mechanization as a threat to their jobs and their value to the organization. This perception, if not addressed, can create resistance that undermines the implementation and reduces the benefits of mechanization. The workforce transition should be managed through: communication—explaining the reasons for mechanization, the benefits to the organization and the workers, and the plan for workforce reallocation; involvement—involving workers in the planning and implementation process, soliciting their input on task analysis, equipment selection, and operational procedures; and retraining—providing training that enables workers to transition from manual tasks to new roles in equipment operation, maintenance, quality control, or other value-added functions.
The goal of workforce transition is not to eliminate workers but to reallocate human effort to tasks that create more value. A worker who previously spent eight hours per day pushing carts can be retrained to operate the electric transfer cart system, perform quality inspections, or assist with equipment maintenance. These new roles typically pay better than manual labor roles, provide more job satisfaction, and create more value for the organization. The workforce transition should be presented as an opportunity for career advancement, not as a displacement threat. Organizations that manage this transition effectively find that their workers become advocates for further mechanization, recognizing the personal and organizational benefits of replacing manual labor with technology.
The benefits of reducing manual labor should be measured and documented to validate the investment and to identify opportunities for further improvement. The measurement framework should include: productivity metrics—units produced per labor hour, transport tasks completed per hour, and throughput improvement; quality metrics—defect rates, damage rates, and rework requirements before and after mechanization; safety metrics—injury rates, workers' compensation costs, and lost-time incidents before and after mechanization; and cost metrics—labor cost per unit, total cost per unit, and return on investment for the mechanization project. These metrics should be tracked over time to identify trends and to validate that the benefits are sustained.
The measurement of benefits should also include qualitative factors that are difficult to quantify but important to the organization's success. Worker morale and job satisfaction typically improve when manual labor is replaced by mechanization, because workers move from physically demanding, repetitive tasks to more engaging, higher-skill roles. Customer satisfaction may improve because mechanization reduces lead times, improves quality consistency, and increases delivery reliability. And the organization's reputation as a modern, progressive employer may improve recruitment and retention of skilled workers. These qualitative benefits, while difficult to measure in financial terms, contribute to the organization's competitive position and long-term success.