+86 183 3953 1958
中文
In most manufacturing facilities, material transport accounts for 20-40% of total production time. Not machining. Not assembly. Just moving stuff from point A to point B. That is a massive opportunity hiding in plain sight.
When workshop transport runs smoothly, production lines stay fed, WIP inventory stays low, and labor costs stay under control. When it doesn't, you get bottlenecks, idle machines, and frustrated operators. The good news? Improving transport efficiency doesn't always require expensive automation. Often, the biggest gains come from better planning and the right equipment.
Before changing anything, understand what you're working with. Sketch your workshop layout. Trace every material movement — raw materials in, parts between stations, finished goods out. Note distances, frequencies, and transport methods.
Look for these common inefficiencies:
One metal fabrication shop I know cut their internal transport time by 30% simply by rearranging machine placement based on their flow analysis. No new equipment. Just better layout.
Not every workshop needs AGVs. Not every workshop can get by with hand trucks. The right equipment depends on your load profile, distance, and frequency.
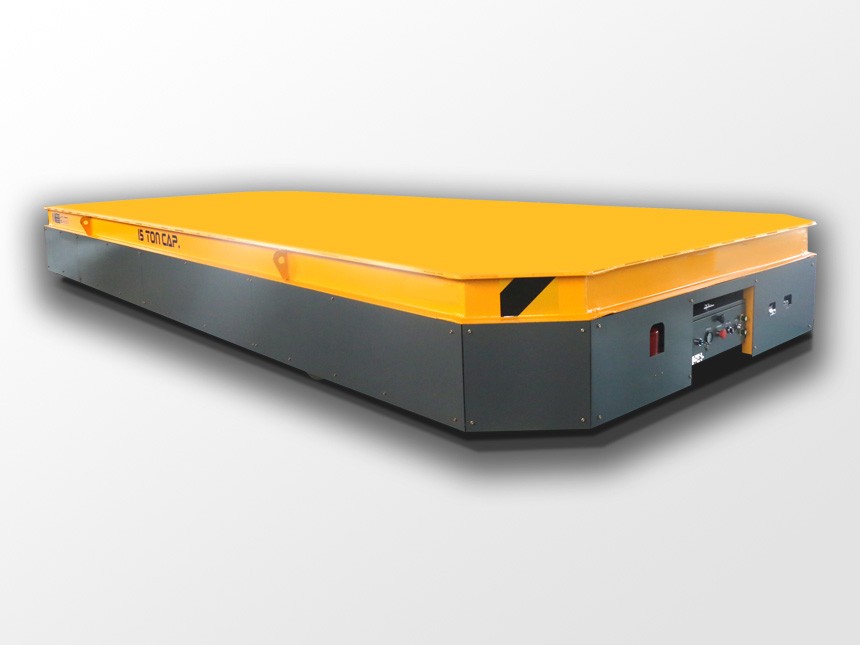
For loads over 500 kg and distances over 20 meters, electric transfer carts are hard to beat. They handle heavy weights without operator strain. They move at consistent speeds. And they don't emit fumes like forklifts.
Key selection criteria:
For fixed routes with high frequency — assembly lines, packaging stations — conveyors eliminate transport labor entirely. They're expensive to install but cheap to operate. Best for high-volume, predictable flows.
Still relevant for mixed loads, outdoor use, and vertical stacking. But for pure horizontal workshop transport, they're often overkill. A 3-ton forklift moving a 200 kg part is inefficient and unsafe.
The shortest transport path is the one you don't need to take. Good layout design minimizes movement distance and eliminates cross-traffic.
Group machines and workstations by product family rather than by process type. A cell that completes an entire part sequence keeps materials contained. Transport becomes a short walk, not a cross-facility journey.
U-shaped layouts put the start and finish close together. The operator can oversee the entire process. Material entry and exit happen at the same end, reducing travel for supply and removal.
For larger workshops, a central transport spine with workstations branching off keeps main aisles clear. Electric carts run the spine. Manual handling covers the short branch distances.
Push systems — where upstream stations feed downstream regardless of need — create excess WIP and congestion. Pull systems, where downstream stations signal for materials, keep inventory lean and transport focused.
Simple kanban cards or electronic signals trigger transport when needed. No signal, no movement. This prevents the common scenario where carts are constantly moving full loads to stations that aren't ready for them.
Transport efficiency drops when every load is a different size. Standardized containers — same footprint, same weight class — let you size your equipment correctly and load/unload quickly.
Aim for:
Transport shouldn't be an afterthought. Integrate it into your production schedule. When the MRP system calls for parts at station B at 10:30, the transport task should be scheduled at 10:15.
Digital scheduling tools help, but even a whiteboard with time slots beats reactive transport. The goal is predictable, level-loaded transport demand rather than rush jobs and emergency deliveries.
You can't improve what you don't measure. Track these KPIs:
Set baseline measurements before making changes. Then track improvement. A 15% reduction in transport time directly translates to increased throughput or reduced labor.
Broken equipment is worse than no equipment. A failed cart blocks an aisle, delays production, and forces emergency manual handling. Preventive maintenance keeps things running.
Weekly checks: wheel condition, battery charge, brake function, control responsiveness. Monthly: bearing lubrication, alignment, safety system testing. Annual: motor inspection, structural weld checks, controller calibration.
Keep spare wheels and batteries on hand. The cost of a spare part is trivial compared to a day of production delays.
Even the best equipment performs poorly with untrained operators. Transport efficiency training should cover:
One operator who knows the facility layout can outperform two who don't. Experience matters in transport work.
Automation makes sense when:
But automation isn't magic. A poorly planned automated system moves the wrong materials to the wrong place faster. Get your manual system efficient first. Then automate the optimized process.
Improving workshop transport efficiency is part engineering, part discipline. The right equipment matters. But so does layout planning, standardized processes, scheduled workflows, and trained operators. Start with a flow analysis. Fix the obvious waste. Then invest in equipment that matches your actual needs. The factories that get this right don't just move materials faster — they produce more with less.